























































برای برندهایی که شکست درز نتیجه قابل قبولی نیست، تفاوت بین این دو موقعیت ارزش درک با جزئیات را دارد.
استاندارد 27.12 مگاهرتز: چرا جوشکاری RF متفاوت گرم می شود
تمایز اصلی بین جوشکاری RF و اتصال حرارتی معمولی فقط در کارایی نیست، بلکه جهتی است که گرما از مواد عبور می کند.
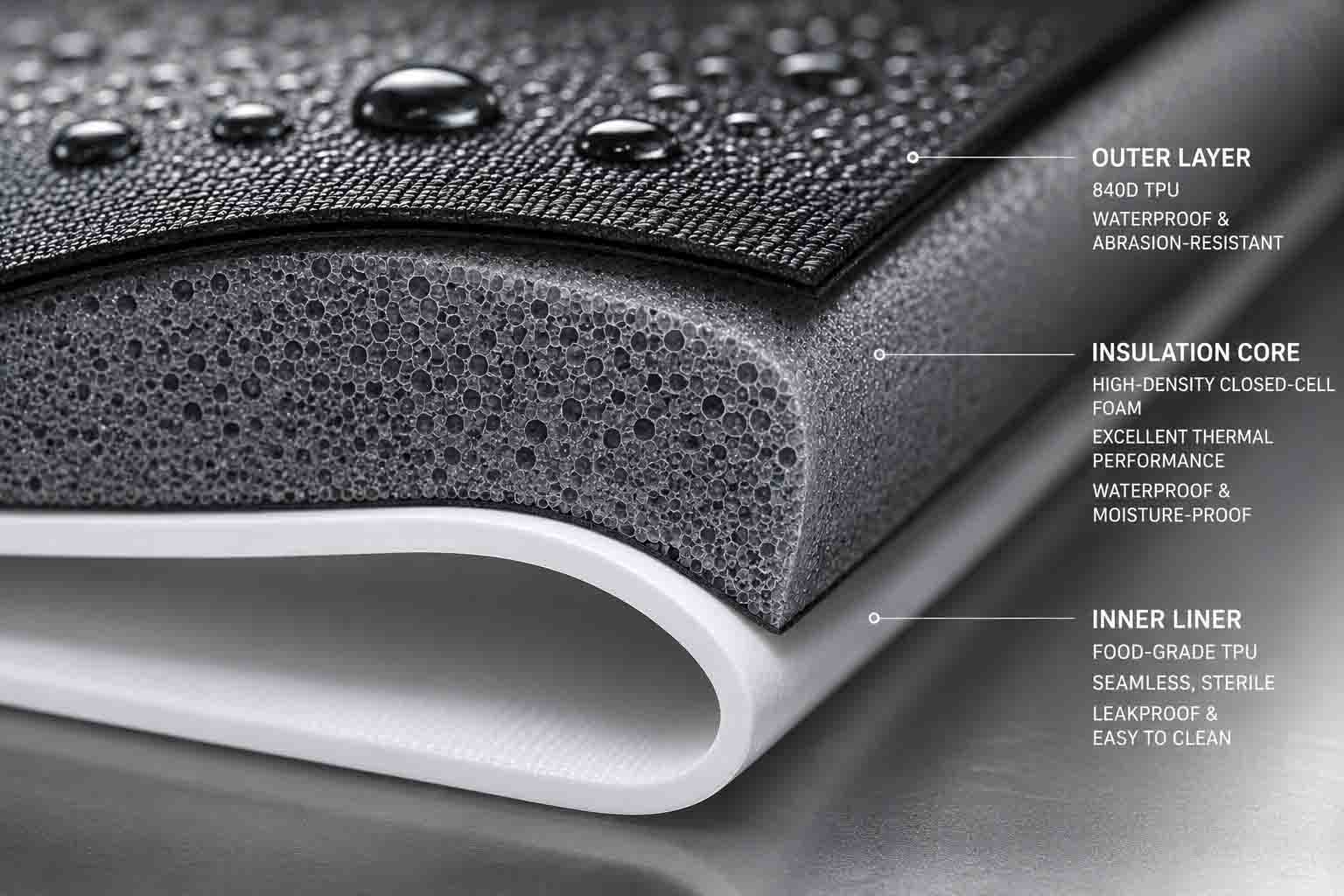
روشهای مرسوم (میلههای داغ، صفحات گرم، تفنگهای حرارتی) انرژی را به سطح مواد اعمال میکنند و برای رساندن فضای داخلی به دمای اتصال به رسانایی تکیه میکنند. برای فیلم های نازک این به اندازه کافی کار می کند. برای پارچههای لمینت TPU ضخیم و متراکم که در دندههای ضدآب ممتاز استفاده میشود، یک مشکل عملی ایجاد میکند: رساندن رابط داخلی به دمای همجوشی به زمان کافی برای ماندن در سطح نیاز دارد تا ابتدا لایه بیرونی را دچار سوختگی یا تغییر شکل دهد. با افزایش ضخامت مواد، پنجره بین "کافی نیست" و "خیلی زیاد" باریک می شود.
جوشکاری RF با تولید گرما از داخل ماده به جای هدایت آن به داخل، این امر را دور می زند. تجهیزات جوشکاری RF حرفه ای در فرکانس 27.12 مگاهرتز کار می کنند - باند فرکانس رادیویی ISM (صنعتی، علمی و پزشکی) تعیین شده برای این کلاس از تجهیزات صنعتی. در این فرکانس، میدان الکترومغناطیسی متناوب باعث میشود که مولکولهای قطبی درون TPU با هر نوسان مجدداً تنظیم شوند: تقریباً ۲۷ میلیون بار در ثانیه. اصطکاک مولکولی که ایجاد می کند گرما را به طور یکنواخت در سراسر ناحیه جوش تولید می کند، در سطح مشترکی که همجوشی باید اتفاق بیفتد، بدون اتکا به رسانش حرارتی سطح به داخلی.
تحت فشار پنوماتیکی که به طور همزمان اعمال می شود، ماده در رابط اتصال به دمای همجوشی می رسد و لایه ها در سطح مولکولی ادغام می شوند. هنگامی که میدان برداشته میشود و مواد تحت فشار مداوم سرد میشوند، مرز اصلی بین دو پانل دیگر از نظر ساختاری وجود ندارد - منطقه جوش تبدیل به یک قطعه یکپارچه پیوسته از مواد شده است. در آزمایش کشش مخرب، این ناحیه معمولاً از نقطه شکست پارچه پایه اطراف می گذرد. این نتیجه معیار عملی برای یک جوش RF است که به درستی اجرا شده است.
جوشکاری 840D با مقاومت بالا TPU: حاشیه کمتری برای خطا
جوشکاری RF در طیف وسیعی از ترموپلاستیک های سازگار-PVC، PET، EVA، پارچه های مختلف با پوشش PU کار می کند. برای کاربردهای سنگین در فضای باز که نیاز به مقاومت سایشی پایدار و یکپارچگی ساختاری تحت بار دارند، TPU با مقاومت بالا 840 دنیر ماده معیار است. همچنین این یکی است که بیشترین تقاضا را برای کالیبراسیون فرآیند دارد.
دنیر بالاتر به معنای جرم بیشتر ماده در ناحیه جوش است که برای رسیدن به دمای همجوشی به انرژی الکترومغناطیسی بیشتری نیاز دارد. مشکل اینجاست که این صرفاً به معنای افزایش قدرت نیست. پنجره عملیاتی - محدوده بین انرژی ناکافی (همجوشی ناقص، جوش مستعد نشتی) و انرژی بیش از حد (سوختن مواد، مانع ضد آب در معرض خطر) - با افزایش وزن پارچه باریک می شود. تنظیم برقی که روی TPU 420D به طور تمیز کار می کند ممکن است در همان زمان چرخه نقاط سردی را در 840D ایجاد کند، در حالی که تنظیم کالیبره شده برای 840D ممکن است مواد نازک تری را در همان محصول بسوزاند.
مدیریت این نیاز به کالیبراسیون مواد خاص دارد. هنگامی که 840D TPU وارد خط تولید می شود - چه معرفی محصول جدید یا یک دسته جدید از مواد از همان تامین کننده - توان خروجی RF، فشار پرس و زمان بندی چرخه باید نسبت به آن ماده خاص اعتبار سنجی شود: انکار آن، وزن پوشش TPU و فرمول. این پارامترها به یک SOP مستند تعلق دارند که در شروع هر دوره تولید تأیید می شود. تسهیلاتی که تنظیمات یکنواخت را در تمام وزنهای پارچه اعمال میکند، صرف نظر از نحوه توصیف قابلیت، این کار را انجام نمیدهد.
سه متغیر فرآیندی که ثبات تولید را تعیین می کنند
یک نمونه اولیه آزمایش فشار عبوری نشان می دهد که جوش مناسب قابل دستیابی است. تولید یکنواخت مستلزم کنترل متغیرهایی است که تعیین می کنند آیا در سراسر حجم قابل تکرار است یا خیر.
Die Tooling Precision
قالب جوش - الکترود شکلی که با مواد تماس می گیرد و هندسه جوش را مشخص می کند - از برنج یا آلومینیوم تا ابعاد مورد نیاز الگوی درز خاص ماشینکاری می شود. دقت ابعادی در این ابزارسازی یک نگرانی ثانویه نیست. یک سطح قالب ناهموار توزیع فشار ناهموار را در سراسر ناحیه جوش ایجاد می کند که باعث گرمایش داخلی ناهموار می شود: نقاط سرد که در آن مواد به دمای همجوشی کامل نرسیده اند و نقاط داغ که در آن بیش از حد گرم شده است. نقاط سرد به نقاط شروع نشت تبدیل می شوند. نقاط داغ به مناطقی از نازک شدن مواد تبدیل می شوند که یکپارچگی درز طولانی مدت را به خطر می اندازند.
سایش قالب همان تأثیر را بر حجم تولید دارد. سطوح تماسی که در شروع کمپین تولید در محدوده تحمل بودند به تدریج از تحمل خارج می شوند. عملیات جوشکاری RF مسئول وضعیت قالب را ردیابی میکند و قبل از اینکه سایش بر کیفیت جوش تأثیر بگذارد، ابزار را جایگزین یا مجدد کالیبره میکند - نه پس از شروع آزمایش QC که نرخ شکست بالا را نشان میدهد.
کاربرد فشار: دو فاز، دو عملکرد متفاوت
فشار پنوماتیک در جوشکاری RF عملکردهای مشخصی را در طول فاز جوش فعال و فاز خنک کننده پس از آن انجام می دهد و هر دو اهمیت دارند.
در طول فاز RF فعال، فشار تماس صمیمانه بین لایههای مواد در رابط جوش را تضمین میکند و با رسیدن TPU به دمای همجوشی، آمیختگی مولکولی را ممکن میسازد. در طول فاز خنک کننده پس از حذف انرژی RF، فشار ناحیه ذوب شده را در موقعیت خود نگه می دارد در حالی که زنجیره های پلیمری جامد می شوند. آزاد شدن فشار قبل از اینکه ناحیه جوش به اندازه کافی سرد شود، اجازه می دهد تا مواد هنوز نرم تغییر شکل دهند - که باعث ایجاد پیوند ضعیف تر و ناهماهنگی ابعادی در لبه های ناحیه جوش می شود که تبدیل به نقاط تمرکز تنش در استفاده می شود.
انتشار فشار زودرس یکی از رایج ترین میانبرهای فرآیند در جوشکاری RF با حجم بالا است، که در آن فشار زمان چرخه انگیزه عملیاتی برای حرکت سریع به قسمت بعدی را ایجاد می کند. جوش های حاصل اغلب بازرسی بصری و آزمایش اولیه کم فشار را پشت سر می گذارند، سپس نرخ شکست بالا را تحت بارگذاری پایدار و چرخش مکرر انعطاف پذیر در مزرعه نشان می دهند.
زمان بندی چرخه
یک چرخه کامل جوشکاری RF در سه مرحله اجرا می شود: پیش پرس (فشار اعمال شده قبل از فعال سازی RF، اجازه می دهد تا مواد به درستی در قالب قرار گیرند)، جوش فعال (انرژی RF روشن، گرمایش و همجوشی مولکولی رخ می دهد)، و خنک سازی تحت فشار (RF خاموش، انجماد ناحیه جوش). هر فاز دارای مدت زمان بهینه مخصوص ضخامت مواد، وزن پوشش و هندسه قالب در حال استفاده است.
این زمانبندیها بین مواد منتقل نمیشوند. چرخه ای که برای یک مشخصات خاص TPU ایجاد شده است، پارچه سنگین تر را کمتر جوش می دهد و خطر جوش بیش از حد مواد سبک تری را که در جاهای دیگر همان محصول استفاده می شود، می کند. هنگامی که مشخصات مواد بین دوره های تولید تغییر می کند - انکار کننده های مختلف، وزن های مختلف پوشش، دسته های مختلف تامین کننده - پارامترهای چرخه نیاز به اعتبار سنجی مجدد دارند، نه فرض تداوم.
تست فشار هیدرواستاتیک 1.0 بار: آنچه که در واقع تایید می کند
بازرسی بصری درز عیوب سطح را شناسایی می کند: علائم سوختگی قابل مشاهده، شکاف های آشکار در پوشش جوش، اعوجاج ابعادی فاحش. نواحی داخلی زیر ذوب، حفرههای ریز در محل اتصال جوش، یا نقاط سردی که در شرایط محیطی نگه میدارند اما تحت بار باز میشوند را شناسایی نمیکند. برای محصولات ضد آب با هرگونه ادعای درجه بندی فشار، بازرسی بصری یک کف است، نه سقف.
تست فشار هیدرواستاتیک 1.0 بار استاندارد اعتبارسنجی برای محصولات جوشکاری شده RF جدی در فضای باز است. یک بار مربوط به فشار هیدرواستاتیک یک ستون آب 10 متری است - به طور قابل توجهی فراتر از شرایط غوطه وری که بیشتر محصولات در فضای باز در استفاده در میدان با آن مواجه می شوند، دقیقاً همان چیزی است که آن را به یک آزمون صلاحیت تولید معنی دار تبدیل می کند.

روش: محصولات تکمیل شده با فشار داخلی 1.0 بار باد می شوند و یا در آب غوطه ور می شوند یا برای مدت معینی تحت فشار قرار می گیرند. شرایط پاس انتشار ریز حباب صفر از هر درز، ناحیه جوش یا نقطه بسته شدن است. یک حباب منفرد یک مسیر نشتی را نشان می دهد که بدون در نظر گرفتن مقیاس، آب را در مزرعه مورد استفاده قرار می دهد. هیچ قبولی جزئی قابل قبولی در این سطح آزمون وجود ندارد.
آنچه آزمایش تأیید می کند فراتر از این است که آیا یک واحد خاص در لحظه آزمایش فشار نگه می دارد یا خیر. یک محصول با عبور از 1.0 بار همجوشی مولکولی کامل را در هر ناحیه جوش، تماس صحیح قالب در سراسر هندسه کامل درز و خنک شدن کافی قبل از آزاد شدن فشار را تأیید کرده است. نرخ عبور ثابت در طول یک دوره تولید شواهدی از کنترل فرآیند است - نه تغییرات واحدی که روند مثبت داشته است.
فرکانس آزمایش به اندازه شدت آزمایش تأثیر دارد. تست هر واحد بر روی محصولات درز بحرانی پوشش کامل تولید را فراهم می کند و خرابی های فردی را قبل از ارسال مشاهده می کند. نمونهگیری دستهای اطمینان آماری را با هزینه کمتر فراهم میکند، اما امکان شکستهای فردی را فراهم میکند. پروتکل مناسب به هزینه پایین دستی یک خرابی میدان تک واحدی بستگی دارد - برای محصولاتی که یک نشتی ادعای گارانتی و قرار گرفتن در معرض نام تجاری بالقوه را ایجاد می کند، آزمایش هر واحد موقعیت منطقی است.
ارزیابی قابلیت جوشکاری RF: سوالاتی که بلوغ فرآیند را متمایز می کند
جلوگیری از نشت در محصولات ضد آب جوش داده شده با RF یک نتیجه مهندسی است، نه یک ادعای تولید. متغیرهای فرآیند شناخته شده هستند، روشهای کنترل ایجاد میشوند و پروتکل آزمایشی که نتیجه را تأیید میکند به خوبی تعریف شده است. سازنده ای با توانایی واقعی در این زمینه، عملکرد خود را با آن عبارات خاص توصیف می کند.
سوالاتی که ارزش پرسیدن در حین ارزیابی تامین کننده را دارند عینی هستند:
تنظیمات توان RF و زمانهای چرخه بر اساس مشخصات مواد چگونه مستند میشوند، و چه چیزی باعث تأیید مجدد در هنگام تغییر دستههای مواد میشود؟
چگونه وضعیت قالب نظارت می شود و در چه آستانه ای ابزار جایگزین می شود؟
آیا آزمایش هیدرواستاتیک به ازای هر واحد یا با نمونه برداری دسته ای و با چه فشاری انجام می شود؟
آیا آنها می توانند سوابق آزمایشی را از دوره های اخیر تولید محصولات مشابه ارائه دهند؟
اینها سؤالات دشواری برای تأسیساتی نیست که در واقع این متغیرها را کنترل می کند. آنها برای تاسیساتی که تجهیزات جوش RF را بدون نظم و انضباط فرآیند پشت سر آن اجرا می کنند، سوالات بسیار دشواری هستند. پاسخ ها به شما می گوید که در چه موقعیتی هستید.